Speak to an Expert Today!
714-639-3326
sales@decotechgroup.com
Headquarters
1040 Segovia Circle
Placentia, CA 92870
714-639-3326
sales@decotechgroup.com
1040 Segovia Circle
Placentia, CA 92870

Pad Printing is the process of transferring 2-D images onto 3-D objects of various materials made from a variety of substrates. This is achieved by using an indirect offset (gravure) printing process that allows an image to be transferred from a printing plate (cliche) with a silicone pad onto an object. The Pad Printing process is becoming increasingly popular to many industries every year including automotive, medical, toys, promotional and electronic objects (circuit boards). Pad printing has conquered market shares (over hot stamping and screen printing) since the early 1970's, especially in complex printing areas.
The pad printing process or tampon printing as it is known in Europe, is becoming more and more important to industrial applications every year. Pad printing began to conquer market shares (over hot stamping and screen printing) in the early 1970's, especially in printing areas where other methods showed their limits or could not be used altogether. For example:

The origins of pad printing can be traced back more than 200 years ago when the first off-set type of hand transfer printing was done using a bag of soft gelatin material to transfer the image. The first transfer printing plates were crafted from copper and were meticulously engraved by hand. Today they are photo-chemically etched onto hardened steel. This type of hand transfer was originally used in the transferring of images onto "blue" china plates and dinnerware. The first true industrial application using a mechanical pad printer was accomplished much later in Switzerland to imprint watch faces. Soon there after a German firm was known to have develop a pad printer and the first application was reported to be for the imprinting the multi-color eyes on China Dolls. This industrial process was implemented to help speed production along and eliminate intensive skills.
The replacement of gelatin came sometime after WWII with the development of RTV silicone compounds. With the development of silicone transfer pads, the pad printing process has become an exacting method of imprinting on industrial products.
Still today, pad printing is not well known as a printing process, but we see and touch pad printed items every day. For example:
View some of our latest custom pad printed and screen printed jobs







The main advantage of pad printing when compared with other similar printing methods is the unique possibility of printing many types of irregular shaped surfaces, while other printing methods are often times limited to flat and/or round surfaces only (such as screen printing).
Pad printing offers the manufacturer with the same, or in some cases, greater versatility as screen printing and hot stamping when pertaining to the variety of printing substrates that can be decorated. Nearly all known materials can be pad printed. To name a few; plastic, glass, metal, coated substrates, ceramics, silicones, pharmaceuticals, foods and more (see chart page 10).
Pad printing is an indirect offset (or a gravure) printing process, where an image is transferred via a soft silicone pad onto the surface to be printed. Today there are two primary doctoring methods used. One being the old traditional open inkwell system (illustrated below) and two being the newer more widely accepted sealed cup system. For the sake of starting with the basics, we have illustrated the old "standard" method below.
To do this, a cliché plate is used that has the artwork chemically etched into the lapped smooth steel surface (photo polymer clichés can also be used). Typically the etch depth is around .001" to .0012" or 24 to 28 microns.
Using a "flood bar" the etched image is flooded (coated) with ink and then a doctor blade (steel ink blade) removes the ink from the flat printing plate, leaving a deposit of ink in the etched area only. The silicone pad or tampon then lifts the ink from the etched image and transfers the image directly onto the surface to be printed. By virtue of the shape of the silicone pad, the ink releases onto the product to be decorated and the silicone pad moves back to its "home" position, ready for another print cycle.
Today in pad printing, transfer pads made from silicone rubber are used almost exclusively since the silicone materials are the best known release agents for this printing process. Also there has been some pad printing done using Polyurethane pads, for specialized applications.
To get a better understanding for the pad-printing process, the following series of graphics will illustrate how the transfer of the ink works on a standard closed cup system and on an open inkwell system:
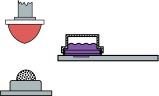
Figure 1 - HOME POSITION - The closed cup is stationed over the top of the etched cliché covering the image.
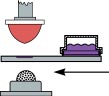
Figure 2 - The printing plate moves forward, exposing the etched image, which is filled with a layer of wet ink. This ink begins to form a tack layer on the top (exposed) surface as soon as it is exposed to the air.
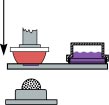
Figure 3 - The pad travels downward and compresses (rolls outward) over the etched image. As the pad comes down, it compresses onto the cliché and makes contact with the ink inside the etching. As the pad is compressed, it pushes air outward, causing the ink to release from the etched area.
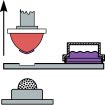
Figure 4 - As the pad lifts away, most of the tacky ink film inside the etching is picked up and a small amount of ink remains inside the etching.
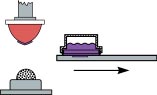
Figure 5 - The ink solvents now begin to evaporate from the bottom side of the ink image, creating a new tacky layer. At the same time the original tacky layer of ink that is bonding the ink image to the pad, becomes wet again. The outside ink film layer is now at its optimum level of tackiness.
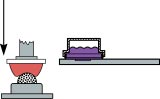
Figure 6 - The pad is pressed down onto the part and the ink is released from the pad and transferred to the part. As the pad is being compressed, the surface of the pad is pushing (rolling) outwards. By this motion, the ink film will now release from the pad.
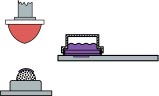
Figure 7 - The pad goes up again, back to the original HOME position (over the etched image) and is ready again for the next print cycle.

Figure 1- HOME POSITION - The open inkwell is in the ready position. The etched image stationed over the top of the etched cliché covering the image.

Figure 2 - The doctor blade fills the etched image with ink, by traveling forward.

Figure 3 - The ink is doctored (snow plowed) into the deep well area. The evaporation of the solvents in the ink takes place on the exposed top surface, and the ink becomes tacky.
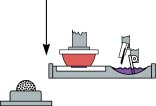
Figure 4 - The pad travels downward and compresses (rolls outward) over the etched image. As the pad comes down, it compresses onto the cliché and makes contact with the ink inside the etching. As the pad is compressed, it pushes air outward, causing the ink to release from the etched area.
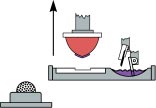
Figure 5 - As the pad lifts away, most of the tacky ink film inside the etching is picked up and a small amount of ink remains inside the etching.
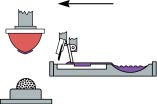
Figure 6 - As the pad moves forward, the flood bar also covers the etched image again. The ink solvents now begin to evaporate from the bottom side of the ink image, creating a new tacky layer. At the same time the original tacky layer of ink that is bonding the ink image to the pad, becomes wet again. The outside ink film layer is now at its optimum level of tackiness.
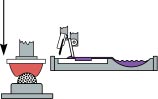
Figure 7 - The pad is pressed down onto the part and the ink is released from the pad and transferred to the part. As the pad is being compressed, the surface of the pad is pushing (rolling) outwards. By this motion, the ink film will now release from the pad.
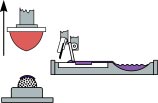
Figure 8 - The pad goes up once again, back to its original HOME position, in preparation for the next print cycle.
The printing plates used for pad printing are usually made of steel or a nylon material called photo-polymer.
Steel clichés have a very long life expectancy, typically around 700,000 to 1,000,000 or more imprints can be expected. While nylon clichés have a much shorter life cycle, typically around 10,000 to 40,000 imprints depending upon various production factors. Obviously, steel plates are more expensive than nylon plates, but many customers choose steel over nylon for ease of production.
The proper etch depth for the printing plates will vary, between .0006" to .0015". The most common etch depths range from .001" to .0012" (24 to 28 microns). The theoretical ink lay down will vary according to the plate type, etch depth, shape & hardness of the silicone pad. The theoretical lay down ranges from .00057" to .00075" (12 to 16 microns), depending upon etch depth. Also, temperature, humidity and other factors in your environment may influence the variations of ink lay down.
Deco Tech provides a full range of (cut to size) water wash & alcohol wash photo polymer pad printing clichés as well as providing the etching service to chem-etch both thin (0.5mm) and thick (10mm) steel pad print clichés in a variety of sizes to fit most popular brands of pad print machinery. Call our customer service department to check on prices and delivery time. Typically we ship clichés to our customers within 24 to 48 hours after receipt of order.
21 Step Grey Scale Exposure Calibration for IMAGEPRO
21 Step Grey Scale Exposure Calibration for DURAPRO
21 Step Grey Scale Exposure Calibration for AquaPRO
21 Step Grey Scale Exposure Calibration for H2OPRO
Platemaking Instructions for ProtoPro Polymer Plates
Platemaking Instructions for DuraPro Polymer Plates
Platemaking Instructions for ImagePro Polymer Plates
Platemaking Instructions for AquaPro Polymer Plates
Platemaking Instructions for H2OPro Polymer Plates

Various shaped silicone pads along with a variety of hardness' (durometers) are commercially available. Most pad print equipment suppliers offer several hundred pad shapes and sometimes a custom pad shape will need to be designed specifically for your application. A final recommendation for the pad shape and hardness can be given according to your specific requirements and printing conditions. In other words, when choosing a silicone pad there may be several shaped pads and/or a variety of durometers which will imprint your product in varying degrees of acceptable quality. You cannot easily know beforehand if a specific pad will work… you actually may need to test several pad shapes and durometers to find the one that works the best! Furthermore, the quality of the printing is often directly related to the quality of the silicone pad. The surface of the pad is highly sensitive and may be destroyed by volatile cleaners, solvents or sharp edges on your part. Therefore we recommend you handle and clean the pads with care.
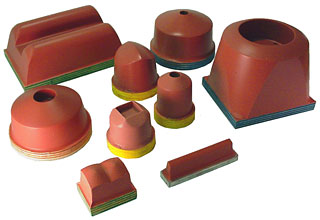
Deco Tech manufactures high quality silicone transfer pads for pad printing applications in hundreds of shapes, hardness' & durometers. Check out our on-line pad catalog of silicone print pads. We manufacture our silicone printing pads in two silicone rubber formulations including our economically priced DURA LITE™ pad printing pads which require little or no break-in period and our high performance DURA PRO™ series pad print pads that are formulated for long pad life and provide high quality printing results.
How to select the proper pad for the job
When you have a brand new Silicone pad, we recommend that you first "break them in". To do so, we suggest that you wipe the pad surface with a clean rag soaked with Acetone, Alcohol or thinning solvent. This will remove the build-up of silicone oils that are present on the new pads surface and will help break down the high glossy sheen you find on most new pads.
After the pad has been "broken in" with 3 to 6 wiping (between each wipe, print on paper approx. 10 to 20 times) we suggest that you use clear adhesive tape. We recommend that you use a good quality tape. It is best to use 1" or 2" wide 3M Magic brand tape (as this has been de-ionized and has a very low static count). There are some advanced machines on the market (such as the microPrint LCN-130 and LCN-150) that have built in tape cleaning systems on the machine as a standard feature. These advanced machines make the break in period of a printing pad very short.
If you continually use solvents on your printing pads, you will cause them to prematurely wear out (making pad manufacturers very happy).
IMPORTANT NOTE: When handling any chemical, always remember to wear proper personal protection as outlined by the manufacturer, including rubber gloves.
While good ink flow and consistent mesh opening are important factors in a screen printing operation, pad printing inks must above all, have excellent release characteristics from the silicone pad. It is also extremely important, that the ink film on the pad becomes tacky during the transfer process, by way of solvent evaporation.
Such a tackiness is necessary, since the adhesive tendency to the substrate must be stronger than the adhesion of the ink to the silicone pad. It is therefore very important to select the proper ink solvent for your particular needs. If the solvent is evaporating too fast, the ink will dry in the etch and a proper pick-up by the silicone pad would be inconsistent. Conversely, if the solvent used dries too slowly and does not become tacky in the plate and on the silicone pad, the transfer will also be very poor and inconsistent (the first few prints may look acceptable and the subsequent prints will be missing portions of the printing).
Because of this need to adjust your inks drying characteristics, some manufacturers offer a variety of evaporation rates and solvents. By having a variety of thinners, this allows you to compensate for a variety of printing environments. Also, by blowing cold or hot air on the pad surface, the evaporation of solvents are accelerated and the transfer may be improved along with faster production rates.
The ink viscosity has to be determined individually by adding the appropriate thinner in a set amount according to the nature of the image to be printed and the substrate. It is very important that the proper ink viscosity is maintained during the printing process by adding thinner throughout the day. In many production environments, thinner is usually added approx. every 45 to 60 minutes, since the solvents are continually evaporating out of the ink mixture. However, if the ink is diluted too much problems with the substrate showing thru the inks surface/ film might show up, since the opacity of the ink is decreased by adding too much thinner. If the ink viscosity is too high (i.e. the dilution is not sufficient) static problems might also occur.
With the newer sealed cup systems that dominate the market today, the fast solvent evaporation that was once common with open inkwell systems is minimized, but not completely eliminated. Most sealed cup pad printing systems that are on the market today cannot completely seal out the air, but they do aid in making day to day production much easier.
There is a unique system from microPrint that features a viscosity control system inside their sealed cup. The viscomatic is an optional system for microPrint machines which has a Teflon coated propeller that is mounted inside the sealed cup. This propeller is directly driven by a motor that feeds back torque information to the on-board PLC. As the torque increases (as the ink thickens from loss of solvents) the PLC senses this increased drag on the motor and signals an integrated micro pump to open its valve and pump a programmable amount of thinner into the cup. So the inks viscosity is constantly being checked, monitored and properly maintained through-out the production run. The viscomatic is able to run single component inks for many successive days and two component inks pot life can be greatly extended. The viscomatic is the only system on the market that offers this care free approach to the pad printing process.
Generally, one component inks are used to print on thermoplastic substrates, such as Polystyrene (ABS and SAN), Polycarbonate, soft and rigid PVC, Polyethylene and Polypropylene. Since one component inks do not typically have a pot life, pad printing with these type of inks is rather easy in comparison to Two component ink systems (described below), since one component inks can be utilized for a longer period of time.
If extremely high mechanical and chemical resistance of the printed ink is required, it is recommended to use a two component ink system (ink plus hardener). These 2 component ink systems are suited to print thermosetting plastics (melamine, polyester, etc.) as well as thermoplastics e.g. Polyethylene and Polypropylene and a variety of metal, glass and ceramic substrates.
Two component inks dry by:
It is necessary to note that the final durability and resistance of a two component ink is reached after full cure has taken place. Cure times range from 24 to 72 hours.
One "problem" in working with two component inks is the shorter pot life, which is limited according to ink and hardener type between 6 and 12 hours. Since the expiring pot life of the mixture is predictable, two component inks are widely used in industrial pad printing applications.
Pad printing inks are usually diluted somewhere between 10% and 20% with thinner. The best printing viscosity is subject to various factors such as hardness of the pad, size of the printed image and the type and nature (porous or non-porous) of the printing substrate.
Compared with screen printing, the theoretical ink lay down in pad printing is much less and inks that are formulated for screen printing applications are not suited for pad printing due to their lack of opacity in the ink. A true pad printing ink will have nearly 4 times the pigment content that a screen printing ink has.
The color selection is absolutely comparable to screen printing inks and virtually any color shade can be produced (PMS or to a color chip). Many pad printed items, such as advertising specialty items and children's toys are subject to certain laws in the USA and Europe, that describe exactly the demands of the printed ink found on the product. Most specifically the EEC regulation EN 71, part 3, for the printing of toys and similar items must be observed. This law strictly forbids the use of coatings/ inks that contain more than trace amounts of heavy metals. Some ink shades have to be modified from their standard pigmentation to meet these strict requirements.
As already mentioned, the most widely used pads are made of silicone rubber. During the pick up of the ink film from the plate, the actual printing zone of the pad is carrying out a rolling motion as it is being compressed onto the printing plate. This rolling motion allows the air above the ink film to be pressed aside.
If the air cannot escape regularly, air spaces or "trapped" air remains between the apex of the silicone pad and the ink film that was picked up. This trapped air will cause a print defect that is visible as so called pin holes in the printed material. One cause of pin hole defects is the dilution (over thinning) of the ink. Hence, the imperfect pin holed image was already picked up from the plate incorrectly.
Possible solutions for avoiding such sources of error are:
As already mentioned, pad printing is as versatile as screen printing, since nearly all known substrates can be printed with both printing processes. Plastics, Glass, Ceramics, Metals such as steel and Aluminum, Paper and lacquer coated surfaces, to name a few.
Especially polyolefin materials (LDPE, HDPE and PP) cannot be printed without pre-treatment prior to the printing. The recommended surface tension is 38 dyne per cm. This surface tension value is required to ensure a proper adhesion of the ink to the substrate.
Use a dyne-tester to check the surface tension on critical materials. If the value is lower than 38 dyne/cm the applied test ink will form bubbles on the surface of the material.
To provide a sufficient adhesion on such substrates, the area to be printed must be pre-treated by flame treatment or Corona discharge.
A further highly critical substrate on ink adhesion is Polyacetal or Delrin. Adhesion on such material may be obtained by a post treatment (after printing) with a hot-air dryer by blowing a hot air stream of approximately 350° C for 2 - 3 seconds, immediately after printing. We have found that the best method is to post flame-treat such substrates.